阀腔作为流体控制系统中的核心部件,其加工精度直接影响阀门的密封性、流通能力与使用寿命。因此,制定科学合理的机械加工工艺并设计高效可靠的专用夹具,是保证阀腔零件质量、提升生产效率、降低制造成本的关键环节。
一、 阀腔零件的结构特点与技术要求
典型的阀腔零件通常具有复杂的内腔流道、高精度的密封面(如球面、锥面或平面)、多个连接接口(如法兰孔、螺纹孔)以及严格的形位公差要求。其材料多为铸铁、铸钢、不锈钢或特种合金,需具备良好的耐压、耐腐蚀和耐磨性能。加工工艺的制定必须首先深入分析其结构特征,明确各关键部位的尺寸精度、表面粗糙度及相互位置关系等技术要求。
二、 机械加工工艺规程的研发
研发一套优化的阀腔加工工艺,需遵循基准统一、工序集中与分散合理结合、逐步提高精度的原则。
- 工艺路线规划:通常遵循“先面后孔”、“先主后次”、“粗精分开”的准则。基准加工(如上下端面、主要定位孔)应优先安排,为后续工序提供可靠定位。内腔粗加工、各接口面加工、密封面精加工等需顺序合理,减少装夹次数与误差累积。
- 关键工序控制:
- 密封面加工:这是工艺的核心。需根据面型选择车削、磨削或研磨等工艺。精加工时需控制切削参数(速度、进给、切深),保证表面粗糙度与形状精度,必要时安排光整加工。
- 深孔与异形腔加工:可能涉及深孔钻、镗、或电火花、激光等特种加工,需解决排屑、冷却与刀具刚性问题。
- 热处理安排:根据材料性能要求,在粗加工后合理插入去应力退火或调质处理,以稳定零件尺寸,防止后续变形。
- 设备与刀具选择:针对阀腔特点,选用数控车床、加工中心、深孔钻床、精密磨床等设备。刀具需根据材料与加工部位专门选型或定制,如采用涂层硬质合金刀具、CBN砂轮等,以提高效率与质量。
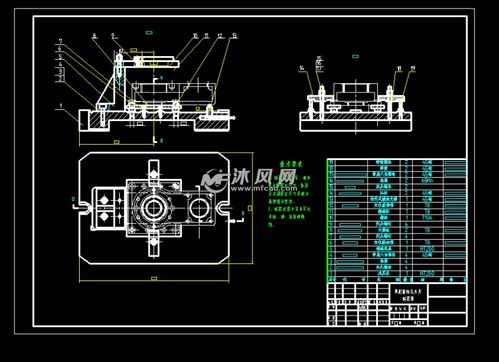
三、 专用夹具设计的研发要点
专用夹具是保证工艺方案高效实施的重要工装,其设计直接关系到装夹精度、效率与操作安全。
- 设计原则:满足六点定位原理,定位准确、可靠;夹紧力适当、稳定,防止工件变形与振动;结构刚性好,便于排屑与冷却;操作简便、安全,便于快速装拆(考虑采用气动、液压等自动夹紧方式);具有良好的工艺性与经济性。
- 关键设计考量:
- 定位方案:针对阀腔常见的法兰、止口或内腔等特征,设计相应的定位面、销、V形块或心轴。常采用“一面两销”或类似组合实现完全定位,基准应与工艺基准一致。
- 夹紧机构:夹紧点应作用于刚性较好的部位,避免压伤已加工表面或引起密封面变形。对于薄壁或复杂腔体零件,需计算或模拟夹紧力分布。
- 夹具结构:本体需有足够刚度与强度。设计时应考虑阀腔在加工过程中的测量、对刀空间以及切屑、冷却液的流向。对于多工序加工,可设计成可调整或模块化夹具,提高适用性。
- 误差分析与补偿:系统分析夹具的定位误差、夹紧变形误差及制造误差,在设计中通过提高元件精度、采用浮动支撑或可调结构等方式进行控制与补偿。
四、 工艺与夹具的协同研发与验证
工艺方案与夹具设计是密不可分的整体,需进行协同研发与迭代优化。
- 并行设计与仿真:利用CAD(如SolidWorks, UG)进行阀腔三维建模、工艺过程仿真及夹具三维设计。通过CAE软件进行夹具的静力学、动力学分析,预测夹紧变形,优化结构。
- 试制与调试:制造夹具样机,进行试切验证。通过测量加工出的首件零件,检验其尺寸精度与形位公差,分析误差来源,对工艺参数或夹具结构进行微调。
- 定型与文档化:经试验验证稳定后,固化工艺规程(编制工艺卡片、作业指导书)与夹具图纸,并建立完整的质量检测方案。
阀腔零件的高质量加工是一个系统工程。通过深入分析零件特性,研发科学、高效、柔性的机械加工工艺,并配套设计精密、可靠、易用的专用夹具,是实现其优质、高效、低成本制造的根本途径。随着智能制造技术的发展,将工艺知识与夹具设计经验数字化、模块化,并融入柔性制造系统,是未来研发的重要方向。